Dans le même temps, ces méthodes de coulées étaient déjà remises en question. Les techniciens
avaient eu vent quʼà Paris un nouveau procédé de fabrication des canons imaginé, vers 1714, par un mécanicien de Berthoud (canton de Berne), Jean Maritz (1680-1743) déjà cité. Au lieu de les couler
«à noyau», il les coulait « pleins », le brut de fonderie obtenu était ensuite foré sur une machine de sa conception. Des tractations pour obtenir de Jean Maritz quʼil vienne
appliquer son procédé en France étaient déjà en cours, en 1725, mais elles durèrent longtemps et ce nʼest que le 1er mars 1734 que lui-même ainsi que son fils, également prénommé Jean (1711-1790),
furent nommés « commissaires des fontes dʼartillerie de Lyon ». Une machine à forer fut installée à Lyon et les premières réalisations datent de 1735. Elles sont reconnues satisfaisantes et
le procédé correspondant est adopté et son application progressivement étendue à toutes les fonderies de bronze et de fonte du royaume. Ainsi, les problèmes pratiques inhérents à la réalisation du
noyau (arcure) et à sa mise en place dans le moule (excentrage) disparaissent, le volume plus grand et de forme plus simple offerte au métal en fusion rend moins critique la coulée « en
puits ». La supériorité du procédé est jugée telle que les prix des façons quʼon trouve aux fonderies de Lyon et de Strasbourg, pourtant 21 % supérieures en moyenne quʼailleurs, ont été accordés
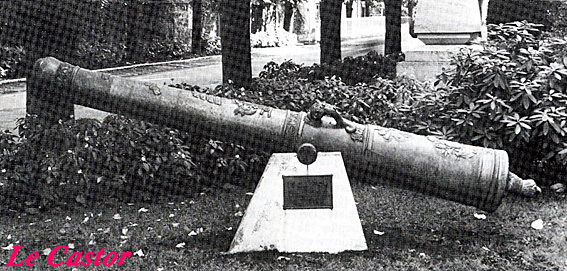
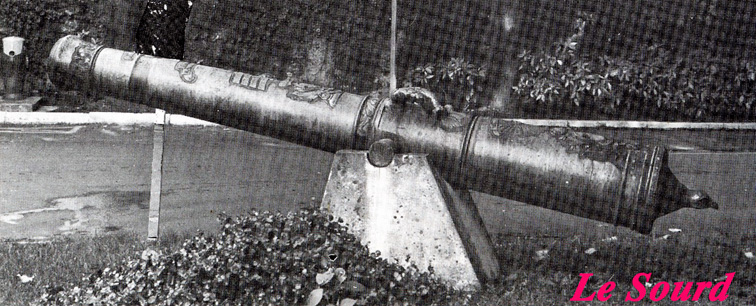
à Maritz qui a été successivement Commissaire des fontes de ces fonderies, en considération de sa machine pour forer les pièces, en 1750. Les 3 canons de lʼArsenal de Tarbes ont tous été réalisés
selon le nouveau procédé et, de 1736, le Castor est lʼun des plus anciens du genre. En outre, réalisé quelques semaines seulement après son accession à la grande maîtrise de lʼartillerie, il est lʼun
des premiers à avoir reçu la titulature du comte dʼEu. Les registres des fonderies ayant disparu, on ne connaît pas la quantité exacte de canons de Mle 1732. On subodore quelques milliers. Les
précieux vestiges qui subsistent, fondus entre 1733 et 1759, sont au nombre dʼune centaine. Une moitié est conservée au Musée de lʼArmée, lʼautre est répartie entre France, Autriche, Belgique, Cuba,
Espagne, États-Unis, Grande-Bretagne, etc.